

Высокое качество минеральных наполнителей для кошачьего туалета завод
Когда говорят про высокое качество минеральных наполнителей, большинство представляет себе готовый продукт в красивой упаковке. Но настоящая битва за качество происходит на этапе добычи и обработки сырья – там, где 90% производителей экономят на технологии сушки и калибровки.
Почему геологоразведка важнее маркетинга
Наш первый завод в Хэнани изначально строился рядом с карьером бентонита, но через полгода работы столкнулись с проблемой: пласт оказался неоднородным. В партиях попадались комки с примесью песчаника, которые дробились в пыль при грануляции. Пришлось заключать контракт с геологической службой для анализа каждого слоя.
Сейчас для завода минеральных наполнителей в Хэбэе используем многоточечный отбор проб – бурим скважины по всей территории карьера. Это дорого, но иначе нельзя гарантировать стабильность впитывающей способности. Как-то отгрузили партию 40 тонн, где впитываемость колебалась от 320% до 290% между мешками. Клиенты заметили сразу.
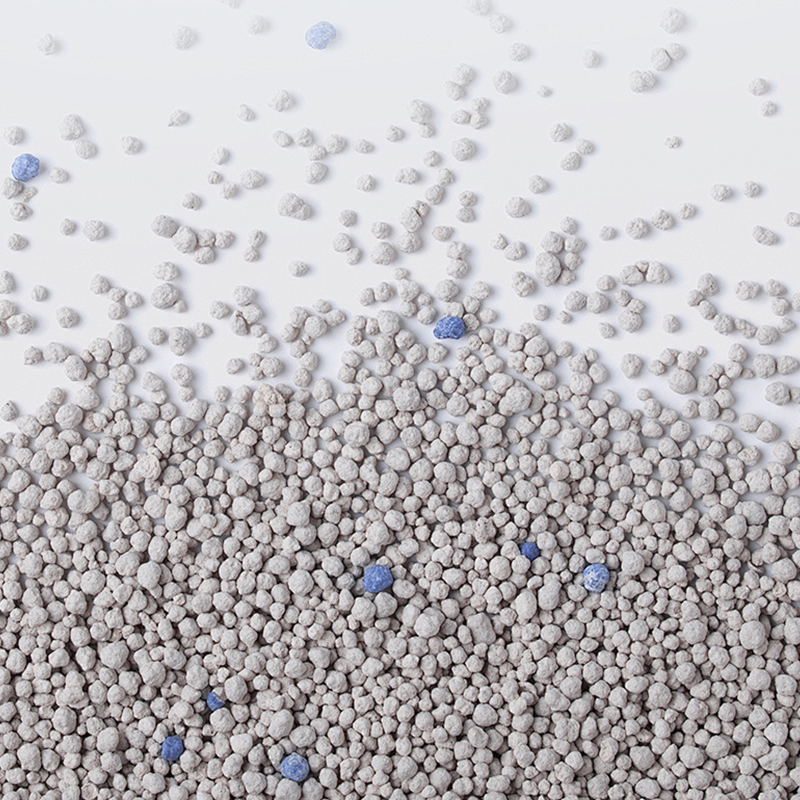
Кстати, о впитываемости. Многие указывают в спецификациях 350%, но это лабораторные условия. На практике при транспортировке гранулы истираются, и реальный показатель падает на 15-20%. Мы сейчас перешли на шестигранную форму гранул – хоть и сложнее в производстве, но сохраняют целостность лучше.
Технологические компромиссы: где нельзя экономить
При запуске хэбэйского производства пробовали упростить систему аспирации – сэкономили на циклонах. Результат: пыльность подскочила до 3.8%, хотя по стандарту должно быть ниже 2.5%. Пришлось останавливать линию и докупать немецкие фильтры. Теперь понимаем, что система очистки воздуха – это не вспомогательное оборудование, а ключевой узел.
Ещё один момент – сушка. Роторные сушилки дешевле, но дают неравномерный прогрев. Для кошачьего туалета критично, чтобы влажность была одинаковой по всей массе. Перешли на ленточные сушилки с ИК-контролем – энергозатраты выше, но брак уменьшился с 7% до 1.2%.
Особенно сложно с грануляцией зимой. При температуре ниже -5°C сырьё приходится подогревать перед подачей в пресс, иначе гранулы получаются с микротрещинами. В прошлом январе из-за этого потеряли почти 12 тонн продукции – вибрационный грохот просто превращал их в пыль.
Контроль качества как философия
У нас на каждом участке стоит контрольная точка с отбором проб каждые 2 часа. Но главное – научить операторов не просто заполнять журналы, а реально анализировать данные. Например, если в течение смены постепенно растёт содержание мелкой фракции – это сигнал о износе матрицы гранулятора.
Для минеральных наполнителей мы разработали трёхуровневую систему проверки: сырьё на входе, полуфабрикат после сушки и готовый продукт. Особенно важно проверять сырьё – однажды поставщик привозили бентонит с повышенным содержанием кварца. Вроде бы разница 2-3%, но это убивает оборудование.
Сейчас внедряем систему отслеживания партий – каждый мешок имеет код, по которому можно определить не только дату производства, но и конкретную смену, и даже оператора. Это помогает быстро находить причины дефектов.
Логистика как составляющая качества
Раньше думали, что главное – произвести хороший продукт. Оказалось, что неправильная транспортировка может испортить всё. Например, при перевозке в открытых контейнерах наполнитель впитывает влагу из воздуха – и комкуется внутри упаковки.
Сейчас для завода кошачьего туалета используем только крытые вагоны с контролем влажности. Да, это дороже, но после того как пришлось списать три вагона продукции из-за конденсата, поняли – экономия здесь неуместна.
Интересный момент с паллетированием: если раньше складывали мешки в шахматном порядке, то теперь только вертикальными столбиками. Так снижается давление на нижние слои, и гранулы не деформируются. Мелочь, а влияет на потребительские свойства.
Перспективы развития производства
Сейчас рассматриваем установку линии по производству комбинированных наполнителей. Покупатели всё чаще спрашивают продукты с добавлением цеолита или активированного угля. Но тут возникает сложность с равномерным смешиванием компонентов – пробовали на экспериментальной линии, пока не получается стабильного результата.
Для качества минеральных наполнителей важно постоянное обновление парка оборудования. В этом году планируем заменить прессы на итальянские – они дают более стабильное давление и позволяют регулировать плотность гранул в процессе работы.
Ещё думаем над системой рециклинга – сейчас около 5% продукции идёт в брак. Если научиться перерабатывать эти отходы обратно в производство, можно значительно снизить себестоимость. Но пока не получается добиться нужной чистоты материала после дробления.
Опыт сотрудничества с компанией Small pet Forest
Когда Small pet Forest (Luohe) Pet Products Co., LTD только начинала развивать собственную сырьевую базу, мы консультировали их по вопросам организации карьерных работ. Их подход к созданию замкнутой цепочки поставок – это правильная стратегия для обеспечения стабильного качества.
На их производстве в Хэнани обратил внимание на грамотную организацию складских помещений – сырьё хранится в отдельных секциях с контролем температуры. Это то, о чём многие забывают, а потом удивляются, почему характеристики наполнителя меняются от партии к партии.
Сейчас они развивают линию наполнителя для кошек с тофу – интересное направление, хотя и требующее особого подхода к хранению сырья. На минеральном производстве такие проблемы отсутствуют, но зато есть свои нюансы с очисткой воды после промывки бентонита.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Природные минеральные пески
Природные минеральные пески -
 Наполнитель для кошачьего туалета из маниоки
Наполнитель для кошачьего туалета из маниоки -
 Бентонит-1
Бентонит-1 -
 тофу смешанного кошачьего песка
тофу смешанного кошачьего песка -
 Тофу, смешанный с наполнителем для кошачьего туалета
Тофу, смешанный с наполнителем для кошачьего туалета -
 Наполнитель для кошачьего туалета с активированным углем из чистого тофу
Наполнитель для кошачьего туалета с активированным углем из чистого тофу -
 Персиковый наполнитель для кошачьего туалета с тофу
Персиковый наполнитель для кошачьего туалета с тофу -
 Тофу бентонит, смешанный с кошачьим песком
Тофу бентонит, смешанный с кошачьим песком -
 Название продукта: Чистый тофу кошачий песок класса А
Название продукта: Чистый тофу кошачий песок класса А -
 Тофу кошачий песок без пыли, дезодорация, легкий комок, гороховое волокно, соевое волокно, съедобный кукурузный крахмал
Тофу кошачий песок без пыли, дезодорация, легкий комок, гороховое волокно, соевое волокно, съедобный кукурузный крахмал -
 Беспыльный минеральный кошачий песок
Беспыльный минеральный кошачий песок -
 Тофу, смешанный с бентонитовым наполнителем для кошачьего туалета
Тофу, смешанный с бентонитовым наполнителем для кошачьего туалета
Связанный поиск
Связанный поиск- Производители известных силиконовых наполнителей для кошачьих туалетов
- Знаменитый завод по производству комкующихся наполнителей для кошачьих туалетов
- Наполнитель для кошачьего туалета наполнитель для кошачьего туалета наполнитель тофу
- лучший производитель наполнителей для кошачьих туалетов
- бентонитовый наполнитель для кошачьего туалета
- Известные заводы по производству растительных наполнителей со вкусом молока
- Завод знаменитого смешанного наполнителя для кошачьего туалета
- Производители высококачественных оптовых упаковок 20 кг наполнителя для кошачьего туалета
- Завод по производству знаменитого минерального комкующегося наполнителя для кошачьих туалетов
- Высококачественные 40 кг мешки смешанный наполнитель для кошачьего туалета завод