

Высококачественные заводы по производству блочных наполнителей для кошачьих туалетов из бентонитовой глины
Когда слышишь про бентонитовую глину, многие сразу думают о простом измельчении породы, но реальное производство — это целая наука с подводными камнями, где качество зависит от десятков факторов, начиная от влажности сырья до давления прессования.
Особенности бентонита как сырья
Работая с бентонитом, постоянно сталкиваешься с его капризами. Например, даже в одном месторождении состав может сильно отличаться — где-то больше монтмориллонита, где-то примесей. Это напрямую влияет на способность гранул впитывать влагу и комковаться.
Помню, на одном из заводов в Хэнани долго не могли добиться стабильного качества — то комки слишком рыхлые, то вообще не формируются. Оказалось, проблема была в сезонных изменениях влажности сырья, которое хранилось на открытых площадках. Пришлось перестраивать логистику и строить крытые склады с контролем микроклимата.
Сейчас многие производители стараются использовать бентонит только из проверенных месторождений, но даже это не гарантия — нужно постоянно мониторить параметры каждой партии. Особенно важно содержание песка: если превышает 3-4%, комкующийся эффект резко падает.
Технологические нюансы производства
На заводах по производству блочных наполнителей ключевой этап — прессование. Здесь важен баланс между давлением и фракцией помола. Слишком мелкий помол дает плотные комки, но плохую сыпучесть, крупный — наоборот.
На наших производствах в Хэнани и Хэбэе после нескольких экспериментов остановились на двухстадийном дроблении с последующей калибровкой гранул. Это позволяет получать однородную фракцию 2-4 мм, оптимальную для комкования.
Отдельная головная боль — система аспирации. Мелкодисперсная пыль бентонита не только вредна для оборудования, но и влияет на потребительские свойства. Пришлось устанавливать многоступенчатые фильтры, хотя изначально казалось, что стандартных циклонов достаточно.
Контроль качества на практике
Лабораторный контроль — это не просто формальность. Мы проверяем не только впитываемость (должна быть не менее 250% от массы), но и скорость комкования — идеально, если комок формируется за 3-5 секунд после контакта с влагой.
Частая ошибка новичков — тестирование только что произведенного наполнителя. На самом деле нужно выдерживать его 24-48 часов для стабилизации, иначе показатели могут быть некорректными.
Особое внимание уделяем прочности комка — он не должен рассыпаться при удалении из лотка. Для этого разработали специальную методику тестирования с имитацией реальных условий использования.
Логистика и хранение готовой продукции
Многие недооценивают важность условий хранения. Бентонитовый наполнитель гигроскопичен, и при повышенной влажности теряет свойства еще до попадания к потребителю.
На производстве Small pet Forest (Luohe) Pet Products Co., LTD решили эту проблему, используя трехслойные мешки с полиэтиленовым вкладышем и контролем влажности на складах. Это увеличило себестоимость, но сохранило качество продукции.
Интересный момент: при отгрузках в регионы с разным климатом приходится корректировать параметры упаковки. Для влажных coastal areas используем усиленную барьерную защиту, для сухих регионов можно экономить на этом.
Эволюция производственных линий
За 10 лет наблюдений за отраслью видел, как менялось оборудование. Раньше довольствовались простыми дробилками и прессами, сейчас на современных заводах типа наших в Хэнани и Хэбэе используют компьютеризированные линии с обратной связью.
Особенно сложно было настроить систему дозирования связующих добавок. Сначала пробовали ручное регулирование, но вариативность была слишком высокой. Перешли на автоматические дозаторы с точностью до 0,1%.
Сейчас экспериментируем с системой рекуперации тепла от сушильных камер — пытаемся снизить энергопотребление без ущерба для качества сушки. Пока результаты обнадеживающие, но до идеала далеко.
Особенности работы с разными рынками
Интересно наблюдать различия в предпочтениях потребителей. В Европе, например, ценят мелкую фракцию и быстрый комкующийся эффект, в Азии важнее дезодорирующие свойства и экономичный расход.
Для российского рынка, куда поставляет продукцию Small pet Forest (Luohe) Pet Products Co., LTD, пришлось разработать специальную рецептуру — с увеличенным содержанием активированного угля для лучшей нейтрализации запаха при сохранении комкующихся свойств.
Кстати, о активированном угле — его добавление в блочные наполнители для кошачьих туалетов требует особого подхода. Сначала пробовали просто смешивать с бентонитом, но угольные частицы вымывались. Решили проблему пропиткой бентонитовых гранул угольной суспензией перед прессованием.
Перспективы развития производства
Сейчас вижу тенденцию к созданию гибридных составов. Например, комбинация бентонита с цеолитом или добавление биоразлагаемых полимеров для усиления комкующихся свойств.
На производственных площадках ООО 'Лес маленьких питомцев' в Хэнани и Хэбэе общей площадью 27 000 м2 уже тестируем такие разработки. Пока сложно добиться стабильности параметров, но первые результаты обнадеживают — впитываемость увеличилась на 15-20% без потери прочности комка.
Думаю, будущее за умными производственными линиями, где в реальном времени корректируются параметры в зависимости от характеристик поступающего сырья. Но до этого еще далеко — слишком много переменных факторов в производстве наполнителей из бентонитовой глины.
Соответствующая продукция
Соответствующая продукция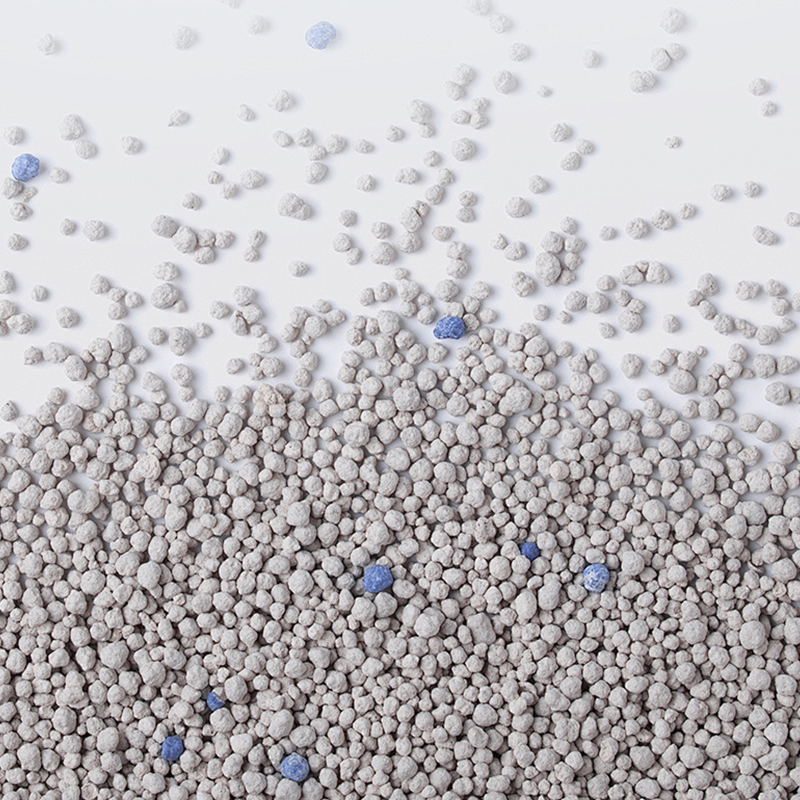




Самые продаваемые продукты
Самые продаваемые продукты-
 Зеленый чай тофу, смешанный с наполнителем для кошачьего туалета
Зеленый чай тофу, смешанный с наполнителем для кошачьего туалета -
 Тофу кошачий песок без пыли, дезодорация, легкий комок, гороховое волокно, соевое волокно, съедобный кукурузный крахмал
Тофу кошачий песок без пыли, дезодорация, легкий комок, гороховое волокно, соевое волокно, съедобный кукурузный крахмал -
 Наполнитель для кошачьего туалета с тофу и персиковым вкусом
Наполнитель для кошачьего туалета с тофу и персиковым вкусом -
 Бентонит-2
Бентонит-2 -
 Наполнитель для кошачьего туалета из маниоки
Наполнитель для кошачьего туалета из маниоки -
 Беспыльный минеральный кошачий песок
Беспыльный минеральный кошачий песок -
 Наполнитель для кошачьего туалета с мощным комкованием смеси тофу
Наполнитель для кошачьего туалета с мощным комкованием смеси тофу -
 Воздушный картофельный творог, смешанный наполнитель для кошачьих туалетов, беспыльная дезодорация, легко комкующийся завод
Воздушный картофельный творог, смешанный наполнитель для кошачьих туалетов, беспыльная дезодорация, легко комкующийся завод -
 Минеральные кошачьи пески
Минеральные кошачьи пески -
 Название продукта: Чистый тофу кошачий песок класса А
Название продукта: Чистый тофу кошачий песок класса А -
 Наполнитель для кошачьего туалета из тофу
Наполнитель для кошачьего туалета из тофу -
 Тофу бентонит, смешанный с кошачьим песком
Тофу бентонит, смешанный с кошачьим песком
Связанный поиск
Связанный поиск- Известные производители наполнителей для кошачьего туалета 15 кг
- Фабрика лучших силиконовых наполнителей для кошачьих туалетов
- Фабрики по производству сыпучих наполнителей для кошачьих туалетов в лучших питомниках
- Высококачественные производители бентонитовых наполнителей для кошачьих туалетов с дезодорирующим эффектом и без пылевидных комкующихся свойств
- Производители известных наполнителей для кошачьего туалета без запаха
- Известные производители наполнителей для туалетов со вкусом молока для домашних кошек
- Производители высококачественного бентонитового наполнителя для кошачьего туалета (20 кг) (оптовая партия)
- Лучшие наполнители для кошачьих туалетов Барсик
- Высокое качество натуральный тофу наполнитель для кошачьего туалета производители
- Известные производители наполнителя для домашних животных в мешках по 40 кг.