

Производитель высококачественного бентонитового наполнителя для кошачьего туалета (40 кг) (оптовая партия).
Когда видишь запрос про бентонитовый наполнитель 40 кг оптом, сразу вспоминаются десятки поставщиков, которые обещают 'высокую впитываемость' и 'экологичность', а по факту привозят пыльную крошку с грудой недопеченных гранул. Многие до сих пор путают настоящий бентонит с обычной глиной, не понимая, что ключевое отличие - именно в способности образовывать плотные комки без размазывания по дну лотка.
Почему 40-килограммовые мешки - это отдельная история с логистикой
Тут есть нюанс, о котором редко пишут в каталогах: при отгрузке оптовых партий биг-бэги часто повреждаются в углах из-за неправильной фиксации на паллетах. Мы в Small pet Forest через это прошли - в первых пяти поставках клиенты жаловались на рассыпавшиеся мешки. Пришлось переходить на трехслойные пакеты с усиленными швами, хотя это и подняло себестоимость на 3%.
Кстати, про завод в Хэнани - там изначально стояло старое оборудование для прессования, которое давало неравномерную плотность гранул. Когда запускали линию для наполнителя для кошачьего туалета, пришлось полностью менять матрицы на итальянские, потому что местные аналоги не выдерживали давления в 12 тонн.
Сейчас на площадке в Хэбэе уже по-другому подход - там сразу ставили калибровочные барабаны Bühler, которые отсеивают фракции мельче 2 мм. Это критично для того самого 'высококачественного' статуса, потому что мелкая фракция - основная причина пыли в лотке.
Как мы выводили формулу гранулометрического состава
В 2022 году провели слепой тест с тремя питомниками - давали им наполнители с разным соотношением крупных (4-6 мм) и средних (2-4 мм) гранул. Оказалось, что классические 70/30 - не всегда оптимально, для длинношерстных пород лучше 60/40, иначе мелкие частицы застревают в шерсти.
На сайте xcsl333cwyp.ru мы как раз выложили таблицу с рекомендациями по фракциям, но там не вся информация - например, не указали, что для влажного климата стоит увеличить долю крупных гранул до 80%. Это знание пришло после инцидента с поставкой в Сочи, когда весь товар слежался в монолит за две недели хранения на складе.
С активированным углем вообще отдельная история - сначала добавляли его методом напыления, но потом перешли на объемное смешивание. Выяснилось, что при напылении уголь оседает только на поверхности гранул и перестает работать через 4-5 дней использования.
Производственные мощности - что скрывается за цифрами 27 000 м2
Площадь - это не просто цифра в рекламном буклете. На хэнаньском заводе 14000 м2 занимает именно цех сушки и активации бентонита. Там стоят три печи с точным контролем температуры - если перегреть выше 120°C, бентонит теряет ионообменные свойства и хуже связывает аммиак.
Многие конкуренты экономят на системе аспирации - у нас после модернизации 2023 года поставили циклонные фильтры, которые улавливают до 97% пыли на этапе дробления. Это не только экология, но и прямая экономия - теперь с 1 тонны сырья получаем на 40 кг больше готового продукта.
Про цепочку поставок сырья - мы изначально хотели закупать бентонит в Казахстане, но перешли на местные карьеры в Хэнани. Не потому что дешевле, а из-за логистики: казахский бентонит имел влажность 18% против 12% у местного, и его приходилось досушивать, что давало перерасход газа на 25%.
Типичные ошибки при выборе оптового поставщика
Самое большое заблуждение - оценивать только цену за килограмм. В 2021 году мы сами попались на этом, закупив партию якобы 'премиального' бентонита по заниженной цене. Оказалось, поставщик не проводил активацию кальцинированной содой - материал плохо комковался и впитывал в 1,5 раза меньше жидкости.
Сейчас всегда советую смотреть не на сертификаты, а на практические тесты. Например, бросать 30 мл воды в лоток и засекать время образования комка - у качественного наполнителя это 5-7 секунд, не больше.
Еще важный момент: некоторые производители добавляют отдушки для маскировки запаха сырья. Мы в Small pet Forest специально отказались от отдушек в базовой линейке - во-первых, это аллерген для кошек, во-вторых, маскирует реальное качество сырья. Если бентонит правильно активирован, он не должен пахнуть ничем кроме легкого минерального аромата.
Почему именно бентонит, а не другие материалы
Пробовали работать с силикагелем и кукурузными наполнителями - для оптовых поставок невыгодно. Силикагель дорогой в производстве, а кукурузный слишком легкий, что увеличивает логистические расходы. Бентонитовый наполнитель 40 кг - это оптимальный баланс между стоимостью и эффективностью.
Но есть нюанс: не всякий бентонит подходит. Наши геологи специально исследуют пласты на содержание монтмориллонита - если меньше 75%, материал бракуется. Как-то взяли партию с месторождения в Монголии, где было всего 68% монтмориллонита - наполнитель комковался, но плохо удерживал жидкость, протекал через сутки.
Сейчас основной карьер в Наньяне дает стабильные 78-82% монтмориллонита, но приходится постоянно мониторить состав - в прошлом месяце попался пласт с примесью пирита, всю партию пришлось пустить на технические нужды.
Перспективы рынка и что мы меняем в производстве
Сейчас экспериментируем с добавлением цеолита в состав - не более 15%, иначе теряется способность к комкованию. Предварительные тесты показывают, что так лучше нейтрализуется аммиак, особенно в жарком климате.
На хэбэйском заводе тестируем новую систему фасовки - автоматические весы с погрешностью ±50 грамм вместо обычных ±200 грамм. Для оптовых партий это важно, потому что перевес в 2 кг на паллете - это уже 100 рублей убытка.
Из последних наработок - перешли на биоразлагаемую пленку для упаковки. Не из маркетинга, а по требованию европейских партнеров. Сложность была в том, чтобы сохранить защиту от влаги - пришлось добавлять специальный полимерный слой, который разлагается только при контакте с почвой.
Соответствующая продукция
Соответствующая продукция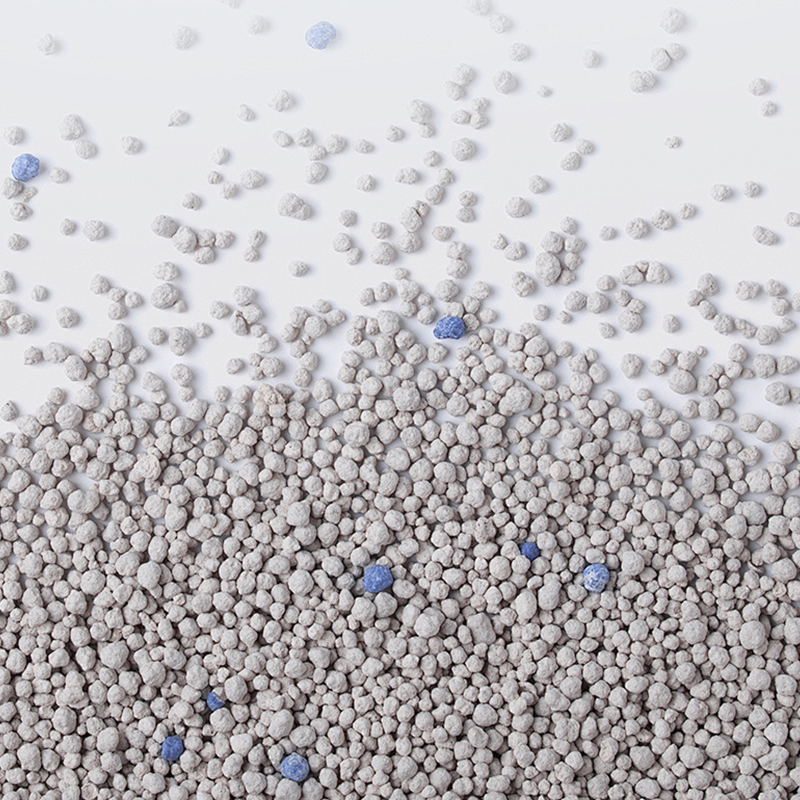






Самые продаваемые продукты
Самые продаваемые продукты-
 Тофу, смешанный с наполнителем для кошачьего туалета
Тофу, смешанный с наполнителем для кошачьего туалета -
 Подстилка из маниоки
Подстилка из маниоки -
 Минеральные кошачьи пески
Минеральные кошачьи пески -
 Наполнитель для кошачьего туалета с зеленым чаем и тофу
Наполнитель для кошачьего туалета с зеленым чаем и тофу -
 Тофу кошачий песок без пыли, дезодорация, легкий комок, гороховое волокно, соевое волокно, съедобный кукурузный крахмал
Тофу кошачий песок без пыли, дезодорация, легкий комок, гороховое волокно, соевое волокно, съедобный кукурузный крахмал -
 Наполнитель для кошачьего туалета с тофу и персиковым вкусом
Наполнитель для кошачьего туалета с тофу и персиковым вкусом -
 Наполнитель для кошачьих туалетов из маниоки натуральный растительный наполнитель для кошачьих туалетов на заказ
Наполнитель для кошачьих туалетов из маниоки натуральный растительный наполнитель для кошачьих туалетов на заказ -
 Наполнитель для кошачьего туалета из тофу
Наполнитель для кошачьего туалета из тофу -
Ощущение пустыни – наполнитель для кошачьего туалета из маниоки
-
 Наполнитель для кошачьего туалета со вкусом зеленого чая и тофу
Наполнитель для кошачьего туалета со вкусом зеленого чая и тофу -
 Натуральный наполнитель для кошачьего туалета из маниоки
Натуральный наполнитель для кошачьего туалета из маниоки -
 Тофу бентонит, смешанный с кошачьим песком
Тофу бентонит, смешанный с кошачьим песком
Связанный поиск
Связанный поиск- Производители лучшего наполнителя для кошачьего туалета 20 кг в больших количествах
- Высокое качество комкующийся наполнитель для кошачьего туалета смыть в туалет завод
- Высококачественные дешевые фабрики по производству кошачьего туалета
- Высококачественные производители растительных наполнителей для кошачьих туалетов
- Производитель лучших 40-килограммовых мешков для кошачьего туалета для питомников
- Высокое качество BRAVA минеральный наполнитель для кошачьего туалета Производители
- Высокое качество Boss Cat минеральный наполнитель для кошачьего туалета Производители
- Производители известных смешанных наполнителей для кошачьих туалетов со вкусом тофу
- 40-килограммовый мешок кошачьего туалета в питомнике
- Производители известных наполнитель для кошачьего туалета